
Key Words: EHLA, Wear Protection, Corrosion Protection, Coating Technology
EHLA: A Future Proof Coating Technology
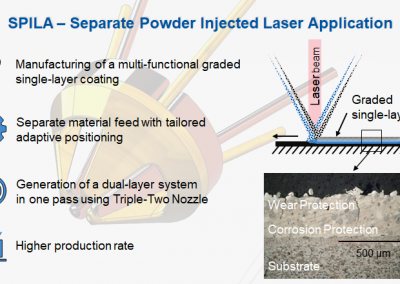
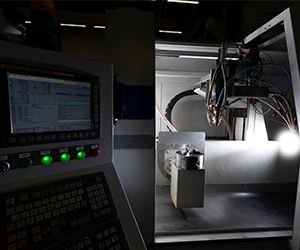
Constantly growing demands in the field of wear and corrosion protection coatings and, at the same time, increasing needs in terms of resource efficiency, ask for processes to achieve material and energy-efficient production and material processing: This is where the Extreme High-Speed Laser Material Deposition (EHLA) process comes into effect. EHLA is a further development of the conventional Laser Material Deposition (LMD) process. It is characterized by high process speeds of up to 500 m/min, a surface rate of up to 2.5 m./h and a powder deposition efficiency of up to 95%.
Compared to LMD, EHLA absorbs most of the thermal energy of the laser through the powdery filler material and not through the substrate. Consequently, the particles hit the surface in a melted state in a comparatively small melt pool. Different from classical coating processes, such as thermal spraying or chemical electroplating processes (nickel plating, chrome VI), using EHLA leads to metallurgical bonded homogeneous layers with layer thicknesses of 10 to 350 μm.
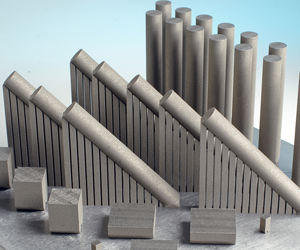
With its unique characteristics, the EHLA coating technology offers extraordinary economic, environmental and resource-saving advantages. Industries like fluid drive systems, packaging as well as oil and gas industries have already been using the advantageous EHLA process in their production. However, the Chair for Digital Additive Production DAP has the process´ qualification for further industries as its goal. For this reason, it develops new material combinations and solutions to increase productivity.

Stephan Koß, M. Sc.
RWTH Aachen Chair
Digital Additive Production DAP
Campus-Boulevard 73
52074 Aachen
Further Research Topics
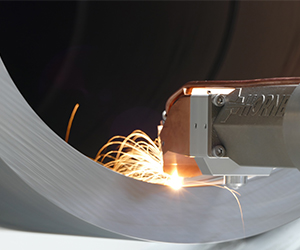

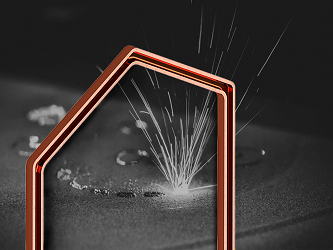




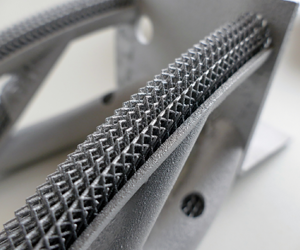

This picture shows a component that was developed in one of our projects together with Kueppers Solutions GmbH.